


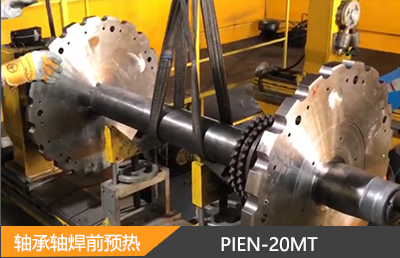
轴承轴焊前预热案例
轴承轴焊前预热案例
一、客户
新疆某化工能源有限公司
二、加热目的
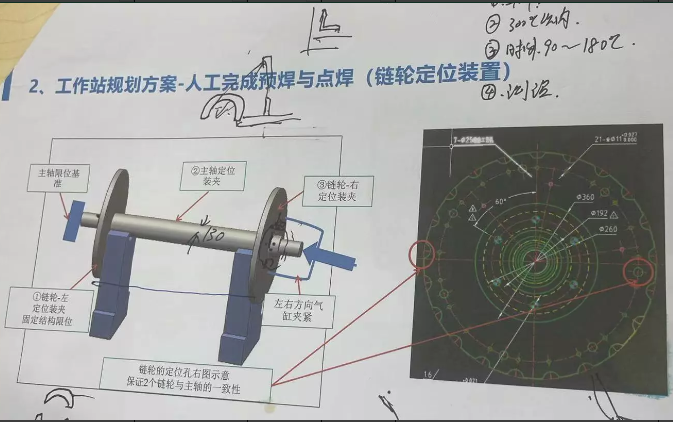
加热体与齿轮,预热到后焊接。(焊前预热)
二、工件参数
加热尺寸:轴径210mm
三、客户要求
1.加热温度:300C以内。
2.加热时间:90-180S30秒温时间。
4.材质:Q355
5.需要热位置可调节。
6.需要配合机械进行协调作业。(客户自己调整)
四、工件示意图
如果您的需求参数和这个方案类似,可以直接取用选型或者联系我们,为您制定属于您工况的技术方案,谢谢!
以上文章来源于青岛匹恩工业科技有限公司(http://www.pien88.com/)
转载请注明出处
下一篇:开发新型技术热通测量案例上一篇:电机对轮拆卸案例
此文关键字:轴承轴焊前预热
相关资讯



最新产品
同类文章排行
- 焊接刀头-东恒机械
- 铜管焊接-安信精冲
- 助力大学实验项目-中南大学
- 联轴器拆卸-陕煤集团
- 拆卸联轴器-西马克工程
- 加热铝壳-迈创科技
- 风电专用一拖三立柱式电磁加热设备——运达风电
- 铝壳加热拉伸配合自动化产线安装定子
- 管道型工件加热案例
- 壳体加热安装案例
最新资讯文章
您的浏览历史

